This blog explains how digital factories work, why connected systems matter, and how companies improve production with automation, AI, robotics, and data tracking. It also covers real-world business examples, common challenges, future trends, and practical benefits for manufacturers seeking faster growth and greater efficiency.
Have you ever wondered why some factories deliver products faster while others struggle with delays, waste, and rising costs? A machine breaks down for one company, and production stops for hours. Another company predicts the problem before it happens and fixes it in minutes. That difference comes from smart manufacturing.
A modern factory no longer depends only on workers and machines. It now depends on live data, connected devices, intelligent software, and fast decision-making. Think about a car factory where robots, sensors, and software work together like a synchronized team. If one machine slows down, the system sends an alert instantly. Managers can respond before customers even notice a delay.
This shift is changing global industries. Companies want better quality, faster delivery, lower costs, and safer workplaces. Digital production systems help businesses achieve those goals while staying competitive in a crowded market.
What is smart manufacturing?
Smart manufacturing combines automation, software, sensors, cloud computing, and machine learning to improve production. It allows factories to collect data in real time and make quick decisions based on accurate information.
In older factories, managers often waited for reports at the end of the day. That delayed problem-solving. Modern facilities work differently. Sensors monitor equipment every second. Dashboards display live updates. Machines communicate with one another and reduce manual errors.
A strong example comes from the Siemens Electronics Works in Amberg, Germany. The plant uses advanced automation and data systems to manage millions of production decisions daily. The factory produces around 17 million components every year with extremely high quality levels. Siemens reports that the facility handles most production processes through automated systems while collecting huge amounts of process data for optimization.
Factories using this approach gain better visibility across operations. Managers know where delays happen, which machines need maintenance, and how to improve production speed.
Types of smart manufacturing
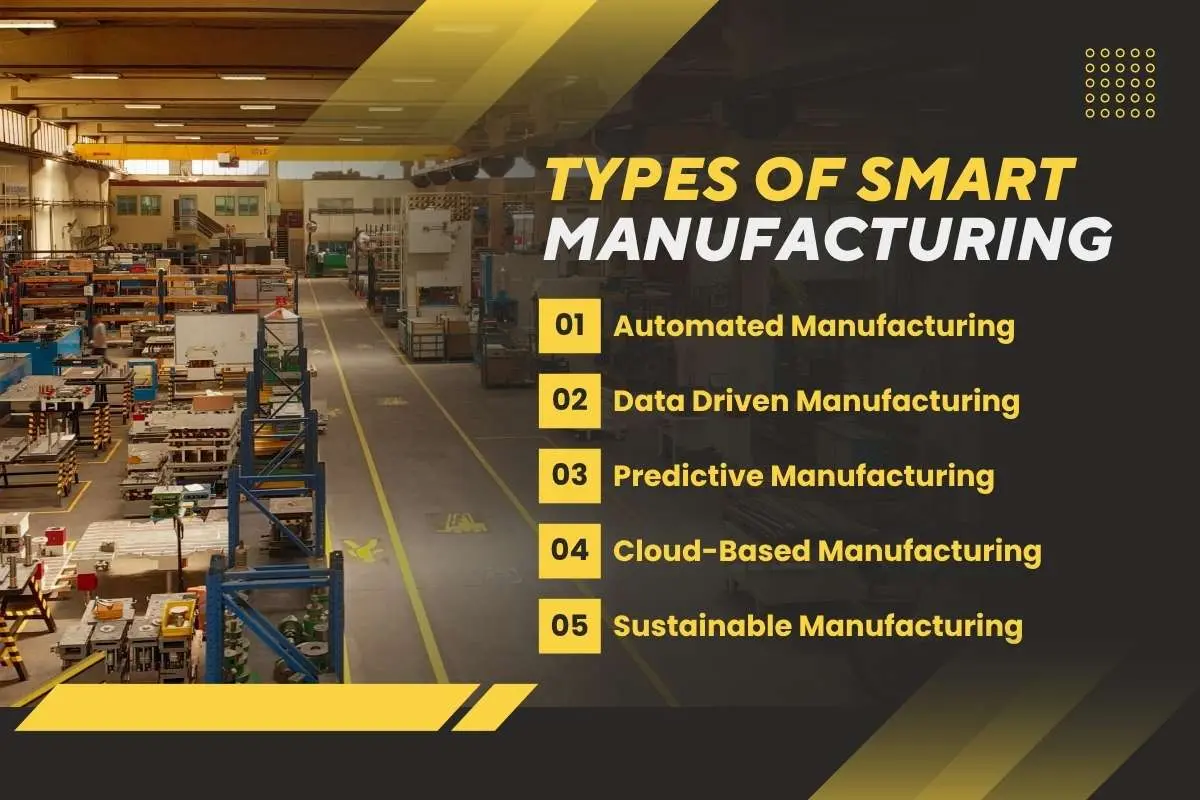
Different industries use different types of smart systems depending on production goals, factory size, customer demand, and operational challenges. Some companies focus on automation for faster production, while others invest in predictive systems to reduce machine failures. Each type solves a specific business problem and improves factory performance differently.
1. Automated manufacturing
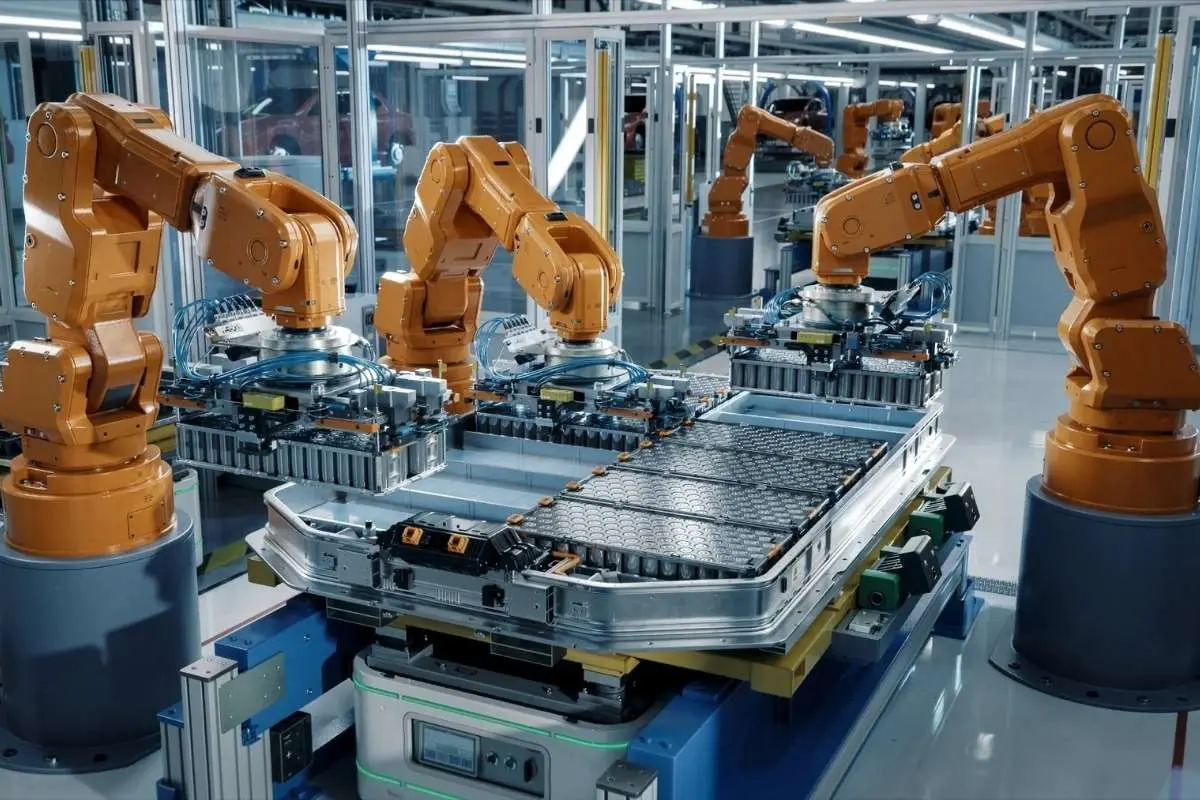
Automated manufacturing uses machines, robotics, and software systems to complete production tasks with minimal human involvement. This system handles repetitive work that requires speed, precision, and consistency.
In traditional factories, workers often repeated the same task for hours. That process increased fatigue and mistakes. Automated systems changed that approach. Robots now weld car parts, assemble electronics, sort products, and package items much faster than manual labor.
Modern automotive factories provide one of the best examples. Companies like Tesla and Toyota use robotic arms on assembly lines to install components with extreme accuracy. These robots work continuously and maintain consistent quality standards.
Automated manufacturing also improves workplace safety. Workers avoid dangerous tasks such as heavy lifting, high-temperature welding, or chemical handling.
Common uses:
- Automotive assembly lines
- Electronics production
- Packaging units
- Pharmaceutical manufacturing
- Warehouse automation
Factories using smart automation systems can produce large volumes while maintaining quality and reducing operational delays.
2. Data driven manufacturing
Data-driven manufacturing focuses on collecting and analyzing real-time production data to improve decision-making and factory performance.
Every machine inside a factory generates useful information. Sensors track temperature, machine speed, energy use, production output, and equipment health. Advanced software studies this information and helps managers identify problems quickly.
For example, if one production machine slows down unexpectedly, the system immediately sends alerts to the operations team. Managers can fix the issue before it affects delivery schedules.
This type of smart manufacturing helps businesses make smarter decisions based on facts instead of assumptions. Companies improve quality control because they can monitor every stage of production in real time.
Large electronics manufacturers often use live dashboards to track factory performance across multiple locations. Teams can compare output, identify bottlenecks, and improve production planning.
Benefits:
- Faster decision-making
- Better quality control
- Reduced downtime
- Improved production planning
- Real-time factory visibility
Real-Life Example:
Many semiconductor and electronics factories use data analytics platforms to identify tiny defects during chip production. Even small improvements help companies save millions in material costs.
Companies such as Intel, TSMC, Samsung Electronics, and Texas Instruments use advanced AI systems, automated inspection tools, and real-time analytics inside their semiconductor manufacturing facilities.
These systems scan microchips during production and quickly identify tiny defects that humans may not notice. Early defect detection helps manufacturers improve chip quality, reduce waste, lower production costs, and maintain high performance standards for electronic devices.
Data-driven manufacturing creates more accurate, responsive, and efficient factory operations.
3. Predictive manufacturing
Predictive manufacturing uses artificial intelligence, machine learning, and smart sensors to predict equipment problems before failures happen.
Traditional factories often repaired machines only after breakdowns occurred. That approach caused production delays, expensive repairs, and missed deadlines.
Predictive systems work differently. Sensors continuously monitor machine conditions such as vibration, pressure, heat, and performance changes. AI software studies the data and detects warning signs early.
For example, if a motor starts overheating slightly, the system alerts technicians before the machine completely fails. Maintenance teams can repair the equipment during planned downtime instead of stopping production unexpectedly.
This type of manufacturing reduces maintenance costs and improves operational reliability.
Industries using it:
- Aerospace
- Heavy engineering
- Healthcare equipment manufacturing
- Automotive production
- Energy plants
Real-life example:
Major airlines and aircraft manufacturers such as Boeing, Airbus, Delta Air Lines, Lufthansa, and Emirates use predictive maintenance systems to monitor engine performance, fuel efficiency, and aircraft health in real time.These smart systems collect live data from aircraft sensors and identify possible technical issues before they become serious failures. Maintenance teams receive alerts early, which helps airlines reduce delays, avoid expensive repairs, and improve passenger safety.Predictive smart manufacturing helps factories and aviation companies avoid costly surprises while maintaining smooth and reliable operations.
4. Cloud-based manufacturing
Cloud-based manufacturing connects production systems, machines, and software through cloud platforms. This allows factory teams to access production information from anywhere.
In older manufacturing systems, factory data remained limited to one physical location. Managers often depended on manual reports and delayed updates.
Cloud technology changed that process completely. Production data now updates instantly and becomes accessible across departments, factories, and countries.
A factory manager traveling overseas can monitor production output, machine performance, inventory levels, and delivery schedules directly from a laptop or smartphone.
This type of manufacturing improves communication between teams and supports faster business decisions.
Key advantages:
- Remote access
- Faster collaboration
- Easy production tracking
- Better supply chain visibility
- Centralized data storage
Industries using it:
- Global manufacturing companies
- Consumer electronics
- Logistics and warehousing
- Medical device production
Real-life example:
Many global manufacturers such as Siemens, General Electric, Bosch, and Toyota use cloud platforms to monitor multiple factories at the same time. Teams in different countries can solve production problems together in real time, track machine performance, and improve production efficiency without being physically present at the factory.Cloud-based manufacturing supports flexibility, scalability, faster coordination, and better decision-making across global production networks.
5. Sustainable manufacturing
Sustainable manufacturing focuses on reducing waste, saving energy, and creating environmentally responsible production systems.
Factories consume large amounts of electricity, raw materials, and water. Older systems often produced unnecessary waste and high carbon emissions.
Modern manufacturers now use energy-efficient machines, smart monitoring systems, and recycling processes to improve sustainability.
For example, sensors can monitor electricity consumption and automatically reduce energy use during low-demand periods. Smart systems also track material waste and help companies optimize production processes.
Many businesses invest in solar power, energy-efficient robotics, and eco-friendly packaging to support sustainability goals.
This type helps companies lower operational costs while improving environmental responsibility.
Main goals:
- Reduce energy consumption
- Lower carbon emissions
- Minimize material waste
- Improve resource efficiency
- Support green production
Industries using it:
- Food and beverage
- Automotive
- Textile manufacturing
- Consumer goods production
Real-life example:
BMW uses energy-efficient production systems and sustainable factory practices in several manufacturing plants to reduce environmental impact while maintaining production efficiency.
Sustainable manufacturing supports long-term business growth while protecting environmental resources.
Key technologies powering smart manufacturing
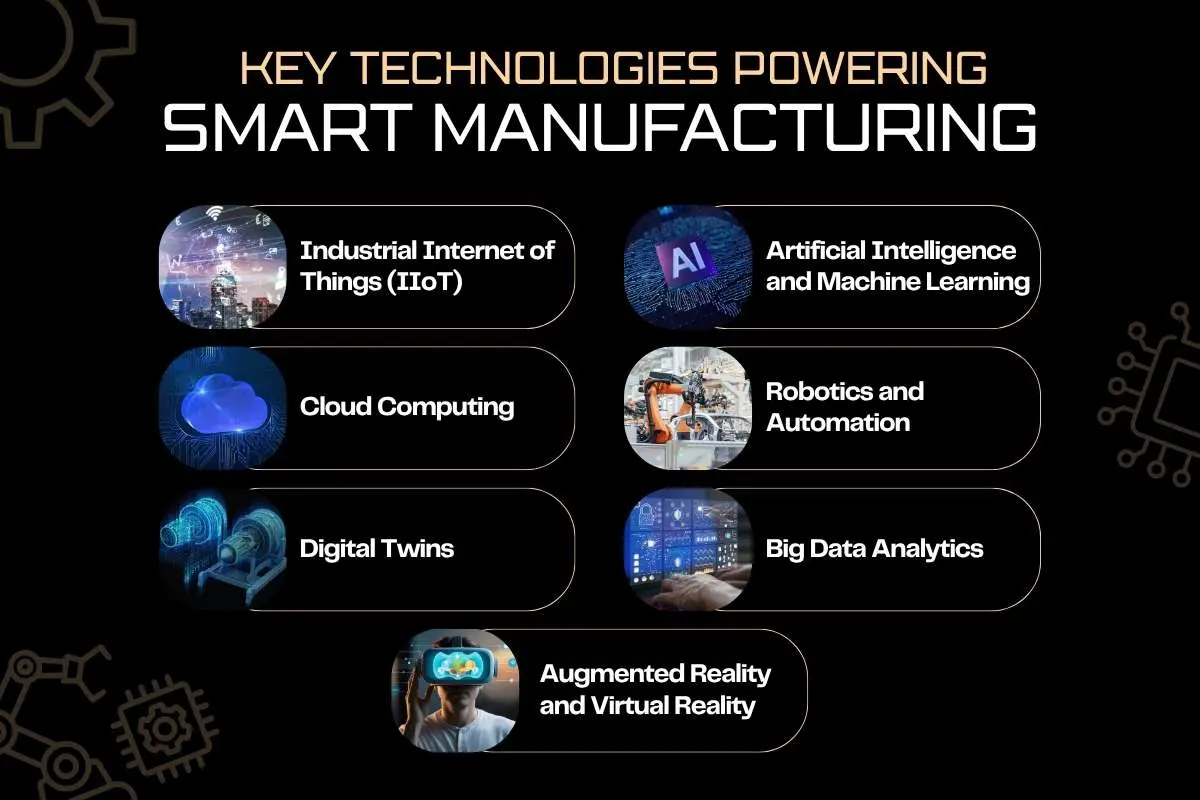
Several technologies drive manufacturing, and help factories operate with more speed, better accuracy, and stronger efficiency. These technologies allow factories to make faster decisions, reduce waste, improve safety, and increase production quality.
1. Industrial internet of things (IIoT)
The Industrial Internet of Things connects machines, sensors, and production systems through the internet and internal factory networks. These connected devices collect and share real-time information continuously.
What IIoT tracks:
- Machine temperature
- Energy consumption
- Equipment pressure
- Production speed
- Machine health and performance
How it helps factories:
- Detects problems early
- Reduces machine downtime
- Improves production visibility
- Helps managers monitor operations in real time
- Increases operational efficiency
For example, if a machine overheats, the sensor immediately sends an alert to the maintenance team. Workers can solve the issue before the machine stops completely.
2. Artificial intelligence and machine learning
Artificial intelligence helps factories analyze huge amounts of production data quickly. AI systems identify patterns, predict equipment failures, and improve decision-making.
Machine learning systems improve over time because they study past production data and identify recurring problems.
Major uses of AI in manufacturing:
- Predictive maintenance
- Quality inspection
- Demand forecasting
- Production planning
- Supply chain optimization
Benefits of AI systems:
- Fewer production errors
- Faster problem-solving
- Better product quality
- Reduced maintenance costs
- Higher production speed
Predictive maintenance is one of the biggest advantages. Instead of waiting for a machine to fail, AI systems warn businesses before breakdowns happen.
3. Cloud computing
Cloud computing allows factories to store and access production data through online platforms instead of local servers.
Managers and engineers can check factory performance from any location using laptops, tablets, or smartphones.
Benefits of cloud computing:
- Remote monitoring
- Faster communication between teams
- Easy data storage
- Better production tracking
- Quick software updates
Cloud systems also help companies manage multiple factories from a single dashboard.
4. Robotics and automation
Robotics plays a major role in manufacturing because automated machines perform repetitive tasks with speed and precision.
Modern industrial robots handle activities such as welding, assembly, packaging, material handling, and inspection.
Advantages of robotics:
- Improves production speed
- Reduces human error
- Increases workplace safety
- Handles dangerous tasks safely
- Maintains consistent quality
For example, automotive companies use robotic arms to assemble vehicles with high accuracy. These robots work continuously without fatigue.
5. Digital twins
A digital twin is a virtual copy of a machine, production line, or factory system. Engineers use digital twins to test ideas and monitor equipment performance digitally before making physical changes.
How digital twins help:
- Improve production planning
- Reduce operational risks
- Test factory upgrades safely
- Predict equipment failures
- Optimize machine performance
Factories save time and money because they can test changes digitally before applying them in real operations.
6. Big data analytics
Factories generate huge amounts of production data every day. Big data analytics helps businesses study this information and make smarter decisions.
Big data helps companies:
- Identify production bottlenecks
- Improve inventory management
- Reduce material waste
- Increase operational efficiency
- Improve customer demand forecasting
Companies that analyze production data properly often improve productivity faster than competitors.
7. Augmented reality and virtual reality
Augmented reality and virtual reality technologies support worker training, maintenance, and equipment repair.
Workers can wear smart glasses or use digital simulations to understand complex systems easily.
Benefits of AR and VR:
- Faster employee training
- Better maintenance support
- Reduced training costs
- Improved workplace safety
- Faster troubleshooting
Some factories now use AR systems to guide workers during equipment repairs step by step.
A great example comes from manufacturing plants that use AI-based quality checks. Siemens uses artificial intelligence, Industrial Edge computing, and automated systems to improve flexibility and efficiency inside its production environment.
Why smart manufacturing matters?
Smart manufacturing matters because factories face constant pressure to produce more in less time while keeping quality high.
Customers expect faster delivery and customized products. Businesses also deal with rising energy costs, supply chain disruptions, and labor shortages. Traditional systems struggle to respond quickly to these challenges. This manufacturing helps factories respond faster when customer demand changes suddenly.
Connected production systems improve efficiency. Companies reduce waste because machines operate with better precision. Workers complete tasks faster because they receive real-time information.
Safety also improves. Sensors can detect overheating equipment or hazardous conditions before accidents happen.
Harley-Davidson provides a strong example of transformation through digital factory systems. Reports show the company improved production flexibility and shortened manufacturing cycles after adopting connected technologies and automation.
The benefits go beyond speed. Businesses save money on maintenance, reduce material waste, and improve customer satisfaction.
Small and medium companies also benefit. They may start with simple monitoring systems and later expand into AI-driven operations.
Benefits of smart manufacturing
Businesses across the world invest in manufacturing because it improves productivity and reduces operational pressure.
Major benefits include:
- Faster production cycles
- Lower operational costs
- Better product quality
- Reduced machine downtime
- Safer workplaces
- Improved supply chain visibility
- Higher customer satisfaction
- Better energy efficiency
Tesla provides a strong example of connected production systems. The company uses robotics, automation, and live factory monitoring to improve production speed inside its Gigafactories. Automated systems help Tesla manage large-scale electric vehicle production while maintaining quality standards.
Factories also reduce human error because software systems monitor production accuracy continuously.
Real world applications of smart manufacturing

Smart manufacturing supports many industries around the world. Different sectors use connected technologies, automation, artificial intelligence, and live monitoring systems to improve production quality, reduce waste, and increase operational speed.
1. Automotive industry
The automotive industry uses manufacturing heavily because vehicle production involves thousands of parts and highly detailed assembly processes.
Car manufacturers use robotic arms, automated welding systems, AI inspections, and real-time sensors to improve production accuracy.
How it helps the automotive industry:
- Improves vehicle quality
- Reduces production delays
- Speeds up assembly lines
- Detects defects quickly
- Improves worker safety
For example, Tesla and BMW use automated production systems inside their factories to build vehicles with high precision and consistent quality.
2. Electronics manufacturing
Electronics companies produce small and highly sensitive components. Even a tiny mistake can damage a product.
This manufacturing helps electronics companies use automated inspection systems and AI-powered cameras to identify defects that human eyes may miss.
Common applications in electronics:
- Circuit board inspections
- Automated chip assembly
- Precision testing
- Real-time quality monitoring
This technology improves product reliability and reduces manufacturing errors.
3. Healthcare and medical equipment industry
Healthcare manufacturers must follow strict safety and quality standards because medical products directly affect human lives.
Connected production systems monitor every stage of manufacturing to maintain accuracy and cleanliness.
How smart systems support healthcare manufacturing:
- Tracks product quality continuously
- Reduces contamination risks
- Maintains hygiene standards
- Improves equipment precision
- Supports regulatory compliance
For example, manufacturers producing surgical tools and medical devices use automated systems to maintain consistent product quality.
4. Food and beverage industry
Food companies use smart manufacturing to improve hygiene, packaging quality, and temperature control during production and transportation. Digital monitoring systems track storage temperatures, production cleanliness, and product movement in real time.
Benefits for food manufacturers:
- Reduces food contamination risks
- Maintains product freshness
- Reduces packaging waste
- Improves supply chain tracking
- Supports food safety standards
Large food brands use smart sensors inside storage facilities to protect products from spoilage.
5. Aerospace industry
Aircraft manufacturing requires extreme precision because even small production mistakes can create serious safety problems.
Aerospace companies use digital twins, robotics, and predictive maintenance systems to improve manufacturing accuracy.
Applications in aerospace manufacturing:
- Aircraft component testing
- Predictive equipment maintenance
- Automated assembly systems
- Digital simulation testing
Companies such as Boeing and Airbus continue investing in these manufacturing technologies to improve efficiency and safety.
6. Logistics and warehouse management
Warehouses and logistics companies also use connected systems to manage inventory and transportation. Automated guided vehicles move materials without human drivers. Inventory software tracks products in real time.
How smart systems improve logistics:
- Faster inventory management
- Better warehouse organization
- Reduced delivery delays
- Improved order tracking
- Lower operational costs
Many e-commerce companies use automated warehouse systems to process orders quickly.
7. Heavy machinery and industrial equipment manufacturing
Factories producing industrial machines use connected monitoring systems to improve machine performance and reduce operational downtime.
Live dashboards allow managers to track equipment efficiency and production speed instantly.
One practical example comes from companies using digital dashboards in CNC operations. Manufacturing teams reported better machine utilization after implementing live monitoring systems.
Another example involves data-driven material flow optimization projects that helped factories improve coordination between assembly lines and reduce delays. (evosoft.com)
Smart manufacturing in different industries
- Automotive Industry: Car manufacturers use robots, AI inspections, and connected assembly lines to improve production speed.
- Healthcare Industry: Medical equipment manufacturers use digital monitoring systems to maintain strict safety standards.
- Electronics Industry: Electronics companies rely on automated inspection tools to identify tiny defects quickly.
- Food and Beverage Industry: Food companies track temperature, hygiene, and packaging quality through connected monitoring systems.
- Aerospace Industry: Aircraft manufacturers use digital twins and predictive maintenance systems to improve precision and safety.
Boeing and Airbus continue investing in smart technologies to improve production accuracy and reduce operational delays.
Challenges businesses face
Many companies want to adopt this manufacturing but face several obstacles.
The biggest challenge is cost. Advanced robotics, AI systems, and connected infrastructure require large investments. Small businesses often hesitate because they fear long payback periods.
Cybersecurity creates another major concern. Connected systems store huge amounts of sensitive production data. Hackers may target factories and disrupt operations.
Workforce training also becomes important. Employees need new technical skills to manage automated systems and data platforms. Older factories face integration problems because legacy machines may not connect easily with modern digital systems.
Resistance to change can slow progress as well. Some teams feel uncomfortable with new technology because they worry about job security.
A practical solution involves gradual adoption. Companies often begin with one production line instead of changing the entire factory at once. That reduces financial pressure and allows workers to adapt slowly. This manufacturing becomes easier to manage when companies train workers step by step.
Experts studying industrial AI platforms also highlight trustworthiness, reliability, and security as important success factors for connected factory systems.
Future of smart manufacturing

The future of manufacturing looks more connected, predictive, and flexible.
Factories will continue adopting AI-driven systems that make decisions faster than humans. Machines will predict failures before breakdowns happen. Production schedules will adjust automatically based on customer demand. Smart manufacturing will also support faster customization for global consumers.
5G networks will improve communication between machines and devices. Faster connectivity will support remote monitoring and real-time control.
Sustainability will become a bigger focus. Companies want factories that reduce waste, save energy, and lower carbon emissions.
Human workers will still play a major role. Technology supports employees instead of replacing them completely. Skilled workers will manage systems, interpret data, and improve operations.
Researchers also believe wireless control systems and advanced networking will create more flexible production environments in the future.
Siemens recently announced major investments in future-ready production facilities designed around AI, automation, and sustainable operations.
The next generation of factories will focus on speed, resilience, and continuous improvement.
Conclusion
Smart manufacturing is no longer a futuristic idea. It already shapes how products move from factory floors to customers around the world.
The companies that adapt early gain stronger efficiency, better product quality, and faster delivery. Businesses that ignore digital transformation risk falling behind competitors that use automation and data to improve every process.
Think back to the factory example from the introduction. One company waits for problems to happen. Another predicts issues before they create damage. That difference defines the future of industrial success.
Modern factories are becoming smarter every year. The real question is simple. Which businesses will adapt fast enough to stay ahead?
FAQs
1) What is smart manufacturing in simple words?
A: It is a modern production method where machines, software, and data systems work together to improve speed, quality, and efficiency inside factories.
2) Which industries use smart manufacturing the most?
A: Automotive electronics, healthcare, aerospace logistics, and food processing industries use connected factory systems heavily.
3) Is Smart manufacturing expensive for small businesses?
A: Initial setup costs can be high, but many companies begin with smaller automation projects and expand gradually over time.
4) How does smart manufacturing improve product quality?
A: Sensors, AI systems, and automated inspections help factories identify errors quickly and maintain consistent quality standards.