Intelligent manufacturing helps factories use connected machines, sensors, software, and real-time data to improve production. This blog explains how Intelligent factory technology works, the technologies behind it, its benefits, real-world uses, common challenges, and future trends. It also compares traditional, smart, and intelligent types of manufacturing to show how modern factories are becoming safer, faster, more flexible, and more efficient.
Factories today work very differently from how they did years ago. In the past, workers had to stop machines by hand, check products one by one, and fix problems after something went wrong. That process took time and often caused delays.
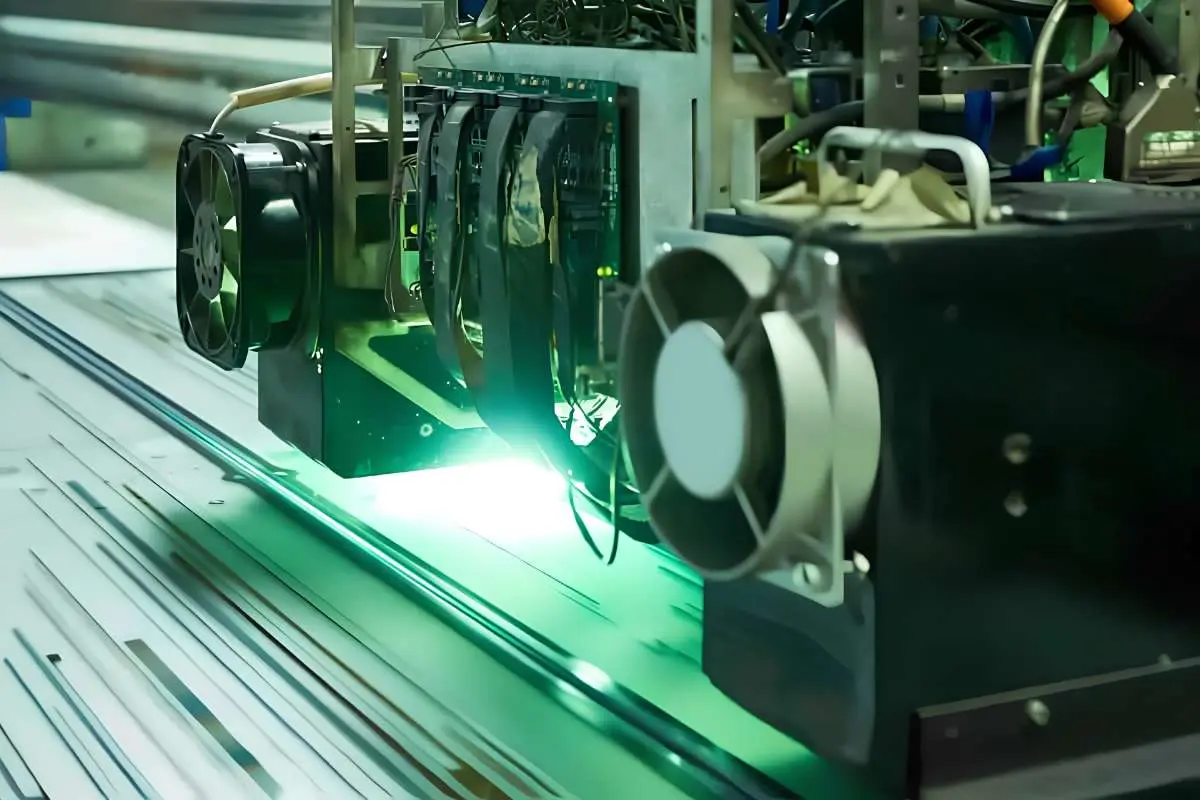
Now, many factories use smart machines, sensors, and software to keep production moving smoothly. These systems collect data during production and help workers find problems early. Some machines can even adjust their settings automatically to avoid waste or mistakes.
This modern system is called intelligent manufacturing. It helps factories produce goods faster, improve product quality, and make workplaces safer. As customer demand grows and industries move faster, more companies are using Intelligent factory technology to stay efficient and keep up with changing production needs.
What is intelligent manufacturing?
It uses connected systems, artificial intelligence, machine learning, and production data to improve how factories operate. These systems can monitor performance, predict problems, and support faster production decisions in real time.
Traditional manufacturing relies on manual work and fixed processes. Smart manufacturing uses connected machines and automation. Intelligent factory technology adds systems that can analyze data, predict issues, and support better decisions.
| Feature | Traditional Manufacturing | Smart Manufacturing | Intelligent Manufacturing |
| Main Focus | Manual production and fixed processes | Connected machines and automation | Data-based decisions and self-improving systems |
| How Machines Work | Follow manual controls | Follow automated instructions | Analyze data and adapt when needed |
| Use of Data | Very limited | Collects and shares data | Uses data to predict, learn, and improve |
| Human Role | Workers handle most tasks | Workers monitor automated systems | Workers and intelligent systems work together |
| Flexibility | Low | Medium | High |
| Problem Detection | Problems found after they happen | Systems send alerts in real time | Systems predict problems before failures happen |
| Decision-Making | Done mostly by humans | Based on preset rules | Based on analysis, patterns, and live conditions |
| Example | Manual assembly line | Automated conveyor system | An AI system adjusting the production speed automatically |
How do machines, software, and people work together?
- Machines collect production data through sensors and connected systems.
- Software studies this information to find patterns, track performance, and detect problems early.
- Workers then use these insights to make better production decisions, improve quality, and reduce downtime.
Is automation the same as intelligent manufacturing?
No. Automation and Intelligent factory technologies are different. A robotic arm that repeats the same movement every day is automation. A system that studies machine performance, predicts breakdowns, and changes production speed automatically is known as the intelligent type of manufacturing. The main difference is intelligent decision-making based on real-time data.
Not every automated factory is truly intelligent. A factory becomes intelligent when machines, software, and people work together to improve production continuously instead of only repeating programmed tasks.
Key technologies powering intelligent manufacturing
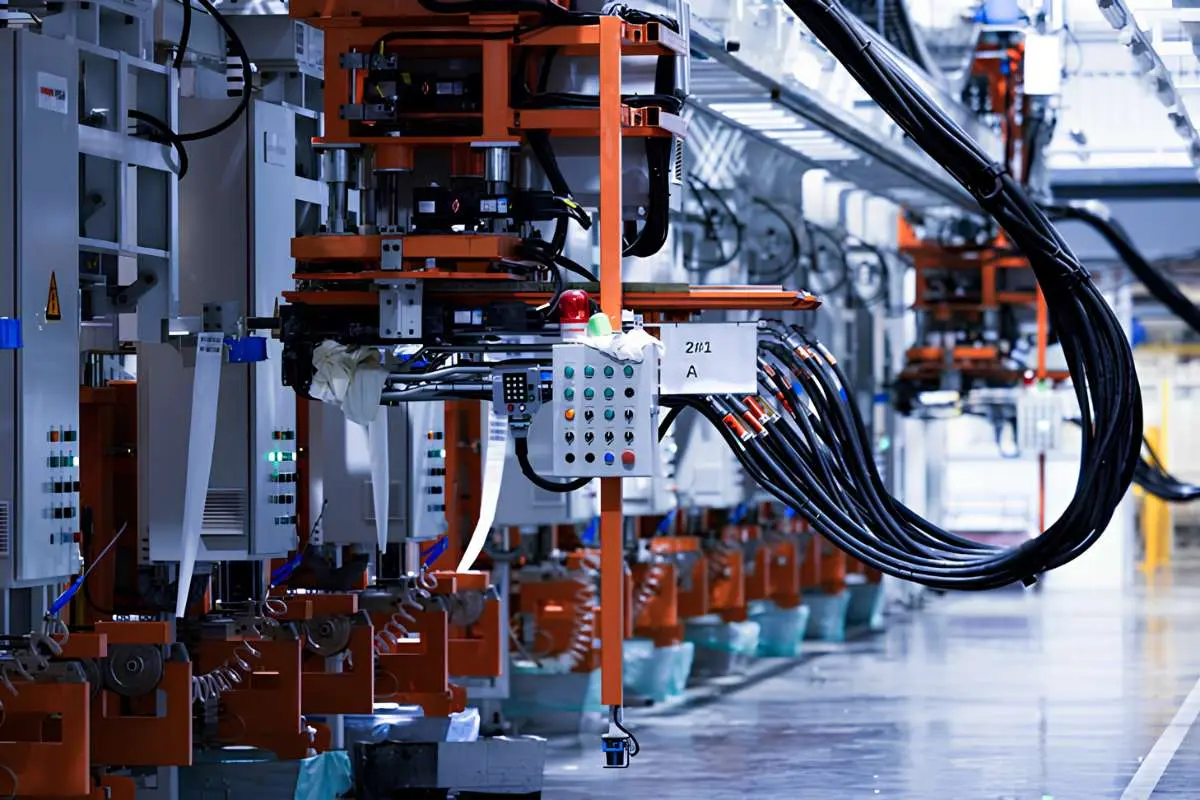
Factories today use more than just machines to make products. Many now rely on sensors, software, cloud systems, and smart robots to keep production running smoothly. These tools work together by sharing live production data across the factory floor.
1. Industrial internet of things (IIoT)
IIoT uses sensors and connected devices to collect machine data during production. These sensors track temperature, speed, pressure, energy use, and machine health in real time. This helps workers detect problems early and keep production running smoothly.
Global spending on smart manufacturing is expected to pass $950 billion by 2030 as factories continue investing in connected systems and automation.
2. Artificial intelligence and machine learning
Artificial intelligence and machine learning help factories study large amounts of production data. These systems can find patterns, predict equipment failures, and improve product quality checks. They also support predictive maintenance by warning teams before machines break down.
3. Cloud computing
Cloud computing allows factories to store and access production data remotely. Teams in different locations can view the same information, track factory performance, and manage systems more easily.
4. Robotics and automation
Modern robots can handle repetitive or dangerous tasks with high accuracy. Some robots can also adjust their actions based on changing production needs, making production lines more flexible.
5. Digital twins
A digital twin is a virtual model of a real machine or factory system. Manufacturers use these models to test changes, study performance, and solve problems before making changes in real production environments.
The real strength of intelligent manufacturing comes from how these technologies work together. Data moves continuously between machines, software, and workers, helping factories improve production in real time.
How does intelligent manufacturing work?
Intelligent type of manufacturing works by collecting factory data, studying it, and using it to improve production decisions in real time. Instead of waiting for machines to fail or products to have defects, factories can respond to problems much earlier.
Step 1: Data collection
Sensors placed on machines collect information during production. These sensors track temperature, speed, vibration, pressure, energy use, and machine health. The data is collected continuously while machines are running.
Step 2: Data analysis
Software systems study the collected data to find patterns and detect unusual activity. If a machine starts overheating or slowing down, the system can recognize the issue before a major breakdown happens.
Step 3: Smart decision-making
After detecting a problem, the system can alert workers or adjust machine settings automatically. Some factories reduce machine speed, stop production temporarily, or schedule maintenance based on real-time conditions.
For example, if a production machine starts overheating, sensors detect the temperature increase immediately. The software then warns the maintenance team before the machine fails completely. This helps factories avoid long production delays and expensive repairs.
Step 4: Continuous improvement
Over time, factories collect large amounts of production data. Teams use this information to improve workflows, reduce waste, increase product quality, and make production more efficient. This ongoing learning process is a key part of intelligent manufacturing.
Major benefits of intelligent manufacturing

Factories today face constant pressure to produce goods faster, reduce waste, and avoid delays. Intelligent systems help manufacturers solve many of these problems while also making factory work safer and more organized.
1. Better product quality
Connected systems and automated quality checks help factories catch mistakes during production. Sensors and software can detect small defects that workers may miss during manual inspections. This helps companies produce more consistent products with fewer errors.
2. Less downtime
One of the biggest benefits is reduced machine downtime. Sensors can track machine health and detect problems early before equipment fails completely. This process is called predictive maintenance.
According to the U.S. Department of Energy, predictive maintenance can reduce equipment breakdowns by up to 70% and lower maintenance costs by up to 25% compared to reactive maintenance methods.
3. Faster production
Factories can improve production speed by using real-time production data and smarter scheduling systems. When machines, workers, and inventory systems stay connected, manufacturers can reduce delays and keep production moving smoothly.
4. Lower operating costs
Factories waste less material when machines work more accurately. Early maintenance also helps businesses avoid expensive repairs and sudden production stoppages. Over time, this can lower overall operating costs.
5. Improved worker safety
Robots and automated systems can handle dangerous or repetitive tasks such as heavy lifting, high-temperature work, and chemical handling. This creates safer working conditions for employees.
Fewer machine failures also reduce stress for workers and factory managers. Teams can plan maintenance better, avoid sudden breakdowns, and keep production more stable. These long-term operational improvements are one reason many companies continue investing in intelligent manufacturing.
Real-world applications across industries
Intelligent systems are now used in many industries, not just large car factories. Different industries use different technologies based on their production goals. Some focus on speed and precision, while others focus more on safety, quality, or freshness.
| Industry | How Intelligent Systems Are Used | Main Goal |
| Automotive Industry | Robots assist with car assembly, and cameras inspect parts for defects | Faster production and higher accuracy |
| Electronics Manufacturing | Machines detect very small defects during component production | Better product quality and precision |
| Food and Beverage Industry | Systems monitor temperature and automate packaging processes | Improved food safety and freshness |
| Pharmaceutical Industry | Software tracks medicine batches and monitors production safety | Safer manufacturing and quality control |
| Aerospace Industry | Advanced systems test aircraft components for performance and reliability | Higher precision and stronger safety standards |
The World Economic Forum reported in 2025 that advanced smart factories improved production output by up to 70% while cutting energy use by around 40% in some manufacturing sites.
Each industry uses connected systems differently. Car factories often focus on speed, accuracy, and production volume. Food manufacturers focus more on temperature control and product freshness. Pharmaceutical companies prioritize safety tracking and quality standards.
As factories continue adopting advanced technologies, more industries are using Intelligent production systems to improve efficiency, reduce errors, and manage production more effectively.
What are the challenges of intelligent manufacturing?
While intelligent manufacturing offers many benefits, switching to these systems is not always easy. Many factories still deal with budget limits, older machines, and training gaps. Small manufacturers often face even bigger challenges because they may not have large technology budgets or dedicated IT teams.
Some common challenges include:
- High costs for new machines, sensors, and software
- Training workers to use modern factory systems
- Cybersecurity risks in connected production networks
- Older equipment that cannot connect easily to digital systems
- Temporary production delays during upgrades
- Managing large amounts of production data
- Dependence on strong internet and cloud systems
- Slower adoption in smaller factories with limited resources
Because of this, many companies upgrade their factories step by step instead of changing everything at once.
What does the future of intelligent manufacturing hold?

Factories are expected to become more connected, flexible, and efficient in the coming years. More companies are using artificial intelligence, digital twins, smart robots, and cloud systems to improve production and reduce waste. Many factories are also moving toward smaller and more customized production runs instead of only focusing on mass production.
The future of intelligent technology in manufacturing is not about replacing workers. It is about helping people make faster, safer, and better decisions using real-time data and smart systems.
As industries continue to change, manufacturers are focusing on better product quality, lower operating costs, safer workplaces, and long-term growth. Intelligent manufacturing is helping factories build stronger production systems that can adapt more easily to future business needs.
FAQs
1. What is the main goal of intelligent manufacturing?
Its main goal is to improve product quality, reduce waste, and make factory operations faster and safer.
2. Can the intelligent way of manufacturing help reduce energy use?
Yes. Connected systems help factories track energy use and reduce unnecessary waste.
3. What skills do workers need in intelligent kind of manufacturing?
Workers need basic technical, problem-solving, and data monitoring skills to manage modern factory systems.
4. How do sensors help in intelligent manufacturing?
Sensors collect live machine data such as temperature, speed, and pressure to detect problems early.
5. Why are manufacturers investing more in Intelligent production systems?
Manufacturers use these systems to improve efficiency, reduce downtime, and stay competitive.