Data-driven manufacturing transforms how factories operate by using real-time data, AI, and smart sensors to cut costs, boost quality, and prevent downtime before it happens. See how top manufacturers are using it right now.
This article covers what data-driven manufacturing really means, the key technologies that power it, the real benefits it delivers, and the honest challenges manufacturers face. It also walks through proven real-world use cases, a step-by-step strategy to get started, and a clear-eyed look at where this space is heading. Whether you run a small shop floor or manage a global production network, this is the practical guide you need.
What if your factory could detect a machine problem before it caused a costly breakdown? What if you could identify quality issues before defective products reached customers? And what if the solution to reducing waste, downtime, and operational costs was already hidden in the data your machines generate every day?
This is exactly why this manufacturing has become a game-changer for modern manufacturers. Instead of relying on guesswork, companies now use real-time data, analytics, and connected technologies to make faster and smarter decisions.
The results can be significant. For example, one manufacturing company installed IoT sensors on 47 critical machines and reduced equipment downtime by 23% within just six months. By monitoring machine performance and acting on data insights, the company improved efficiency and minimized costly disruptions.
That is the power of this manufacturing. It transforms raw data into actionable insights that help manufacturers improve productivity, reduce costs, enhance product quality, and stay competitive in a rapidly evolving industry.
In this article, you’ll learn what data-driven manufacturing is, how it works, its key benefits, real-world applications, and the steps manufacturers can take to successfully implement it.
What is data-driven manufacturing?
Data-driven manufacturing is the practice of using real-time and historical data to make smarter decisions at every stage of production. Instead of relying on gut feeling, experience alone, or paper-based reports, manufacturers collect data from machines, sensors, workers, and supply chains, then use that data to control, improve, and automate what happens on the floor.
Think of it this way. Traditional manufacturing is like driving a car by looking in the rearview mirror. You only see what has already happened. Data-driven manufacturing puts a live GPS, a heads-up display, and a smart co-pilot in front of you.
This approach covers everything from monitoring equipment health to tracking product quality, managing inventory, and forecasting demand. Every decision gets backed by numbers, not hunches.
| Real-World Example: Bosch uses data-driven manufacturing across its global production network. At its Blaichach plant in Germany, Bosch’s Nexeed platform analyzes data from more than 60,000 sensors in real time. The system enables predictive maintenance, helping reduce disruptions in ESP manufacturing operations by 25%. By using connected machines and advanced analytics, Bosch improves efficiency, minimizes downtime, and supports smarter production decisions. |
Key technologies powering data-driven manufacturing

This manufacturing does not work in a vacuum. It runs on a stack of technologies that work together to collect, process, and act on information.
1. The Internet of Things (IoT) sits at the foundation. Sensors attach to machines, conveyor belts, temperature controls, and tooling. These sensors stream data continuously, including vibration levels, temperature, pressure, speed, and output rate. None of this was possible at scale a decade ago. Now it is standard in modern plants.
2. Artificial Intelligence and Machine Learning take that sensor data and find patterns humans would never spot manually. AI can look at thousands of data points from a milling machine and predict, with surprising accuracy, that a bearing will fail in the next 72 hours. That prediction gives maintenance teams time to act before a breakdown stops the line.
3. Cloud Computing makes it possible to store and process enormous volumes of manufacturing data without building expensive on-site servers. Platforms like AWS Industrial, Microsoft Azure IoT, and Siemens MindSphere are built specifically for this purpose.
4. Digital Twins create a virtual replica of a physical machine, line, or entire factory. Engineers can run simulations, testing a process change, a new material, or a layout shift, without touching the real production floor. Data-driven manufacturing gets dramatically more powerful with digital twins because decisions become testable before they are implemented.
5. Advanced Analytics Dashboards translate all this data into visuals that operators, engineers, and managers can actually use. A maintenance technician does not need to read raw code. They need a simple alert that says: “Machine 7, bearing temperature rising, inspect within 4 hours.”
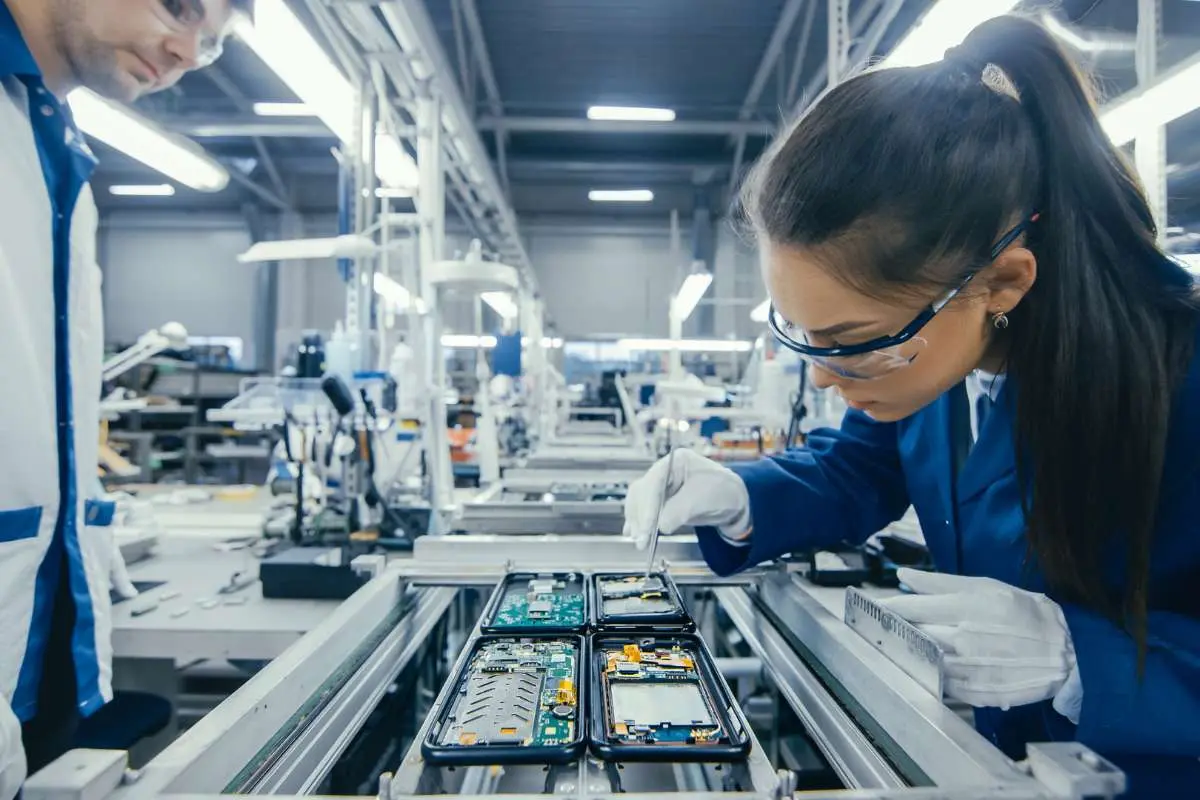
| Real-World Example: Siemens uses digital twins and advanced data analytics at its Electronics Works plant in Amberg, Germany. The facility is widely recognized as one of the world’s leading smart factories. By combining real-time data, AI, automation, and digital twin technology, the plant achieves an impressive quality standard of 99.9990%, producing millions of industrial automation products each year with minimal defects. This is a powerful example of data-driven manufacturing in action. |
Benefits of data-driven manufacturing
The benefits of this manufacturing go well beyond cutting costs, though cost savings are real and measurable.
1. Reduced Downtime is usually the first benefit manufacturers notice. When machines talk to your monitoring system, unexpected failures stop being surprises. Predictive maintenance schedules replace emergency repair calls. One automotive supplier reduced unplanned downtime by 45% in their first year after adopting this platform.
2. Better Product Quality comes next. When data flows from every stage of production, quality problems surface fast. Instead of discovering defects at the end of a run, after thousands of faulty parts are made, a data-driven manufacturing setup catches deviations at step two and flags them immediately.
3. Lower Energy Costs follow naturally. Factories waste enormous energy running machines at full capacity when they don’t need to. Data reveals exactly when machines are idle, when they’re running inefficiently, and where energy gets wasted. Small adjustments, backed by real numbers, produce big savings.
4. Faster Decision-Making changes the rhythm of the whole operation. Managers stop waiting for end-of-week reports. They see production performance in real time and act on it instantly.
5. Supply Chain Visibility becomes a real competitive advantage. It gives procurement teams the ability to forecast material needs accurately, reduce inventory bloat, and respond to supplier disruptions before they shut down production.
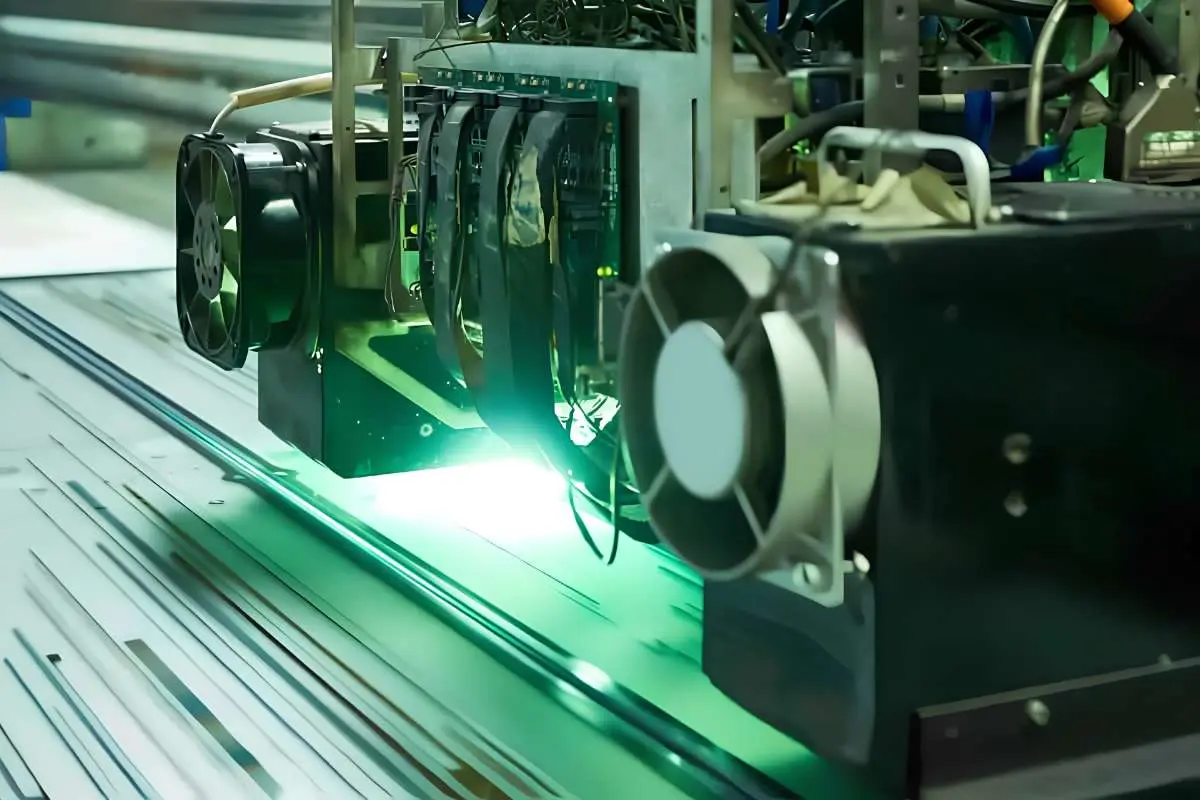
| Real-World Example: Toshiba GE Turbine Components improved turbine blade inspection efficiency by adopting an advanced optical measurement system. The company reduced inspection and measurement time from 280 minutes to just 45 minutes while improving accuracy and eliminating several manual inspection steps. |
Challenges manufacturers face
Data-driven manufacturing is not plug-and-play. Real obstacles exist, and manufacturers who ignore them tend to fail.
1. Legacy Equipment is the biggest hurdle for most plants. Older machines were not built to generate data. Retrofitting them with sensors is possible, but it requires investment, technical knowledge, and sometimes a complete rethinking of maintenance workflows.
2. Data Silos slow progress badly. In many factories, the maintenance system, the ERP system, the quality system, and the production scheduling system all live in separate software that never talk to each other. It requires these systems to integrate. That integration work is harder than most companies expect.
3. Workforce Resistance appears in nearly every transformation. Workers worry about job security. Supervisors resist dashboards that make their decisions visible. Middle managers fear accountability. Without a clear change management plan, even the best manufacturing technology stalls on the shop floor.
4. Data Quality Problems undermine everything. Garbage in, garbage out. If sensors malfunction, if workers enter bad data manually, or if calibration drifts, the analytics engine produces wrong conclusions. Bad recommendations from bad data erode trust quickly.
5. Cybersecurity Risks grow as factories connect more devices to networks. Every connected sensor is a potential entry point. Manufacturing companies are now high-value targets for ransomware attacks. Data-driven manufacturing initiatives must include a serious cybersecurity layer from day one.
| Real-World Example: Lidl invested approximately €500 million in a large-scale SAP transformation project intended to replace legacy systems across its operations. However, misalignment between the new system and existing business processes, extensive customization, and integration challenges led to years of delays and ultimately the project’s cancellation. The company eventually reverted to its legacy systems, making it one of the most cited examples of how technology investments can fail when integration and process alignment are overlooked. |
How to build a data-driven manufacturing strategy?
Building a strategy takes discipline and a clear sequence.
1. Start with a specific problem. Do not try to digitize your entire factory at once. Pick one painful problem: too much downtime on a critical machine, too many defects in one product line, too much waste in one process. Solve that first. Prove the value. Then expand.
2. Audit your current data. What data do you already collect? What systems hold it? Where are the gaps? A data inventory tells you what you’re working with before you spend money on new technology.
3. Choose your technology stack carefully. Match your tools to your problem. A mid-sized plant might start with a simple IoT sensor kit and a basic dashboard. A large multi-plant operation might need an enterprise analytics platform. Don’t over-buy. Don’t under-invest.
4. Integrate your systems. Connect your data sources. Make sure your production system talks to your quality system, your maintenance system, and your planning system. This is where the manufacturing either succeeds or stalls.
5. Train your people. Data-driven manufacturing requires data-literate workers, not just data scientists, but operators who understand how to read a dashboard and act on alerts. Invest in training at every level.
6. Measure relentlessly. Define KPIs before you start. Track them weekly. Be honest when something isn’t working. Adjust fast.
7. Scale what works. Once one area proves ROI, replicate the approach across similar machines, lines, or plants. Each successful application teaches the team what works in their specific environment.
Future of data-driven manufacturing
This is accelerating fast, and the next wave of change is already visible.
1. Edge Computing will push data processing closer to the machine, reducing the time between a sensor reading and an automated response from seconds to milliseconds. For applications like real-time quality control on a fast line, that speed difference matters enormously.
2. Generative AI in manufacturing will let engineers ask questions in plain language and get actionable answers. Instead of building custom dashboards, a plant manager types: “Why did line 3 underperform last Tuesday?” and the AI analyzes the data and explains it clearly.
3. Autonomous and highly automated factories are becoming increasingly common as AI, robotics, and real-time analytics continue to advance. It provides the foundation that helps these facilities operate more efficiently, accurately, and with greater visibility.
4. Sustainability Goals will drive adoption harder than any technology trend. Governments and customers are demanding measurable carbon reduction. It gives factories the visibility to track, reduce, and prove their environmental impact at the machine level.
| Real-World Example: Tesla uses extensive automation, sensors, and real-time production monitoring across its Gigafactories to improve manufacturing efficiency and support large-scale vehicle and battery production. By continuously analyzing production data, Tesla can optimize processes, improve quality, and increase operational performance. This demonstrates how Data-driven manufacturing supports faster and smarter decision-making at scale. |
Conclusion
The future of manufacturing is now about making better decisions with the data that those machines generate every day.
As we saw in the introduction, a manufacturing company reduced equipment downtime by 23% simply by installing IoT sensors and using the data to monitor machine performance. That is the real value of data-driven manufacturing. It helps businesses identify problems early, improve efficiency, reduce costs, and maintain consistent product quality.
More importantly, it is no longer limited to large corporations. With affordable sensors, cloud platforms, and analytics tools, manufacturers of all sizes can use data to improve operations and stay competitive.
The companies that succeed in the coming years will be the ones that turn data into action. The question is no longer whether data-driven manufacturing is worth adopting. The question is how soon you can start using it to make smarter decisions and drive better results.
FAQs
1. What is data-driven manufacturing in simple terms?
Data-driven manufacturing uses real-time data from machines and systems to improve production decisions. It helps manufacturers reduce downtime, improve quality, and increase efficiency.
2. What industries benefit most from data-driven manufacturing?
Industries like automotive, aerospace, electronics, pharmaceuticals, and food manufacturing benefit greatly. It helps improve productivity, quality control, and operational performance.
3. How much does it cost to implement data-driven manufacturing?
The cost depends on the size of the business and the technology used. Many companies start with small investments and expand as they see positive results.
4. Is data-driven manufacturing only for large companies?
No, businesses of all sizes can use data-driven manufacturing. Affordable tools and cloud-based solutions make it accessible for small and mid-sized manufacturers as well.